东莞市传鑫电热器材有限公司
主营产品:温控箱,时序器,热流道发热圈,东莞温控箱,东莞烤箱
首页
企业介绍
产品展示
商情展示
新闻中心
联系我们
您当前的位置:
首页
>
产品展示
>>
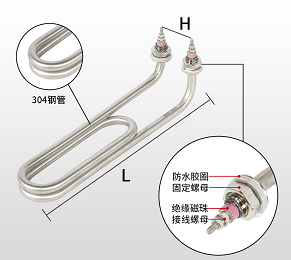
U型弯头加热管
产品展示
Products
发热带
防爆热器
分流板
加热管
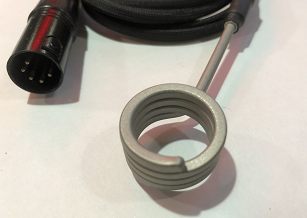
热管道
U型弯头加热管
联系人:
杨传鑫
QQ号码:
1036776503
电话号码:
0769-87193978
手机号码:
13798706699
Email地址:
1036776503@qq.com
公司地址:
广东省东莞市樟洋社区金洋路88号
产品介绍
热流道(Hot Runner Systems)是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。热流道模具是将传统式模具或三板式模具的浇道与流道经过加热,于每一成形时即不需要取出流道和浇道的一种崭新构造。 一般说来,热流道系统分为单头热流道系统、多头热流道系统以及阀浇口热流道系统。单头热流道系统主要由单个喷嘴、喷嘴头、喷嘴连接板、温控系统等组成。 单头热流道系统塑料模具结构较简单。将熔融状态塑料由注塑机注入喷嘴连接板,经喷嘴到达喷嘴头后,注入型腔。需要控制尺寸d、D、L和通过调整喷嘴连接板的厚度尺寸,使定模固定板压紧喷嘴连接板的端面,控制喷嘴的轴向位移,或者直接利用注塑机喷嘴顶住喷嘴连接板的端面,也可达到同样目的。在定模固定板的合适位置设置一条引线槽,让电源线从模具内引出与安装在模具上的接线座连接。 多头热流道系统塑料模具结构较复杂。熔融状塑料由注塑机注入喷嘴连接板,经热流道板流向喷嘴后到达喷嘴头,然后注入型腔。热流道系统的喷嘴与定模板有径向尺寸D1配合要求和轴向尺寸限位要求。喷嘴头与定模镶块有径向尺寸d配合要求,保证熔融状态的塑料不溢流到非型腔部位,并要求定模镶块的硬度淬硬50HRC左右。分型面到热喷嘴轴向定位面之间的距离L必须严格控制,该尺寸应根据常温状态下喷嘴的实际距离L'加上模具正常工作温度下喷嘴的实际延伸量ΔL确定。为了保证喷嘴与热流道板贴合可靠,不使热流道板产生变形,在喷嘴的顶部上方设有调整垫,该调整垫与喷嘴自身的轴向定位面一起限制了喷嘴在轴向的移动,且有效地控制了热流道板可能产生的变形。在常温状态下,调整垫与热流道板和定模固定板之间控制0.025mm 间隙以便模具受热后,在工作温度状态时调整垫恰好压紧。热流道系统的定位座和定位销一起控制了热流道板在模具中的位置。定位座与定模板有径向尺寸D2配合要求,而且深度h必须控制准确,定位座的轴向起着支承热流道板的作用,直接承受注射机的注射压力。定位销与热流道板固定板有配合要求。热流道板与模板之间必须留有足够的空隙,以便包裹隔热材料。热流道板和固定板必须设有足够的布线槽,让电源线从模具内引出与安装在模具上的接线座连接。喷嘴连接板与定模固定板之间有径向尺寸D1配合要求,以便注塑机的注射头与模具上的喷嘴连接板配合良好。在热流道板附近,将定模板、热流道板固定板、定模固定板用螺钉连接起来,增强热流道板的刚性。 阀浇口热流道系统塑料模具结构最复杂。它与普通多头热流道系统塑料模具有相同的结构,另外还多了一套阀针传动装置控制阀针的开、闭运动。该传动装置相当于一只液压油缸,利用注射机的液压装置与模具连接,形成液压回路,实现阀针的开、闭运动,控制熔融状态塑料注入型腔。
相关推荐
查看更多产品
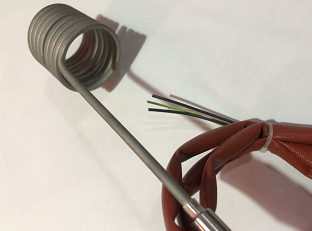
模具加热圈
发热圈
加热圈
东莞传鑫电热器材热流道系统配件
进入官网
关于我们
产品展示
联系我们
CopyRight © 版权所有: 东莞市传鑫电热器材有限公司