浙江立致金属制品科技有限公司
主营产品:不锈钢精密铸造,硅溶胶精密铸件,中温蜡精密铸造,高平台球阀,高平台三通球阀
首页
企业介绍
产品展示
商情展示
新闻中心
联系我们
您当前的位置:
首页
>
产品展示
>>
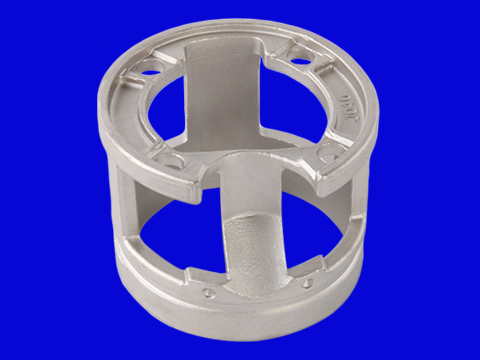
双相钢精密铸造铸件
产品展示
Products
不锈钢精密铸造铸件
不锈钢高平台三通球阀
2205/1.4529精密铸造铸件
2/3PC高平台螺纹球阀
2207/2507精密铸造铸件
双相钢精密铸造铸件
联系人:
孙涛
QQ号码:
1242952554
电话号码:
0577-85828829
手机号码:
13758717718
Email地址:
admin@chinawfjz.com
公司地址:
浙江省温州市龙湾区经济技术开发区滨海园区白榆路199号
产品介绍
双相钢精密铸造流程: 1 、根据不同形状的产品做模具。模具分上下凹模方式,通过车、刨 、铣 、蚀、电火花等 综合工序完成。凹坑形状、尺寸跟产品半边一致。 2 、 利用铝合金模具生产出大量的工业蜡实芯模型。 在正常情况下一只工业蜡实芯模型只能 对应出一只毛坯产品。 3 、对蜡模周边余量进行精修,去毛刺后将多个单一蜡模粘在(又称组树)预先准备好的 模头上。 4 、 将已固定在模头上的多个蜡模涂上工业胶水后均匀喷上 层细砂 (一种耐火砂、 耐高 温,通常用的是硅沙) 。 5 、在设定的室温(或恒温)下让喷了 层细砂的蜡模自然风干,但不能影响内部蜡模形 状变化, 自然风干的时间取决于产品本身内部的复杂程度, 一般精铸件 次的风干时 间大约在 5 — 8 小时左右。 6 、 次砂喷完并自然风干后,在蜡模的表面继续上工业胶水(硅溶浆) ,并喷上第二层 砂, 第二层砂颗粒大小要比之前的 层砂来的大、 来的粗。 7 、第二次砂喷完并自然风干后,依次类推进行第三次喷砂,第四次喷砂,第五次喷砂等工 序。 8 、将已完成喷砂工序的蜡模在烘烤工序前,再均匀涂上一层白色的工业乳胶(硅溶浆) , 以起到粘结和固化砂型,以及密封蜡模作用,为后道烘烤工序做准备。 9 、烘烤工序 将固定在模头上、 并完成喷砂风干工序的蜡模放入金属密闭的专用烘箱里加热 (常用是 烧煤油的蒸气炉) 。
相关推荐
查看更多产品
美/日/英/德/意大利/国标法兰球阀
气动/电动/气源/卡套/焊接球阀
H71/H74/H12/H14/立式/旋启式止回阀
1/2/3PC球阀
进入官网
关于我们
产品展示
联系我们
CopyRight © 版权所有: 浙江立致金属制品科技有限公司