零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家
所在地:广东省广州市
联系人:贺总
价格:面议
品牌:亿格,,,,
发布时间:2023-06-03
【产品详情】零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家
查看该公司全部产品>>
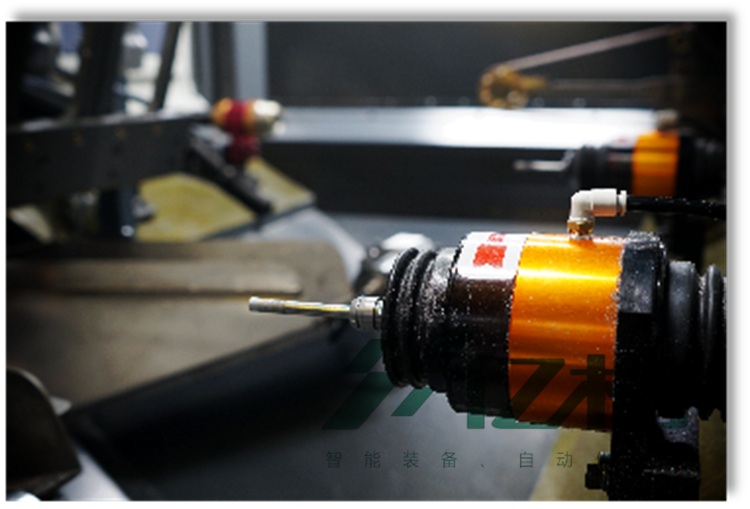
零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家
广东亿达智能装备有限公司成立于2020-01-10,是一家可靠从事钣金件去毛刺设备经营销售的有限责任公司。集研发、生产、销售、服务于一体。产品应用领域广泛,在工业机器人行业领域占有的市场,获得了众多用户的好评。严格质量过程控制,合同交货周期,至今已创下良好的信誉及口碑,以技术过硬、服务周到而享誉全国。
零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家。
五金冲压件造成毛刺的解决方案
射频连接器愈来愈小,其接线端子也愈来愈小。从而对大家冲压的规定也进一步提高,毛刺难题是大家务必要留意的:
一、伤口钝。刀口损坏变钝或啃伤均能造成毛刺。危害刀口变钝的要素有:
1、磨具凸、型腔的材料以及金属表面处理情况欠佳,耐磨性能差;
2、冲模构造欠佳,刚度差,导致啃伤;
3、实际操作时不立即润化,损坏快;
4、沒有立即磨锋刃口。
二、间隙。冲裁间隙过大、过小或不匀称均可造成毛刺。危害间隙过大、过小或不匀称的有以下要素:
1、模具加工偏差,冲模零件加工不符工程图纸、底版平面度不太好等;
2、磨具安装偏差,导向性一部分间隙大、凹凸模安装不一样心等;
3、冲压机精密度差,如冲压机滑轨间隙过大,导轨滑块底边与操作台表层的平面度不太好,或者导轨滑块行程安排与冲压机橱柜台面的平整度不太好,操作台刚度差,在冲裁时造成挠度值,均能造成间隙的转变;
三、冲压油特性不合格
食用油、机械润滑油、再造油等非专用型成品油不管从极压耐磨性能、耐腐蚀特性、制冷特性上均不可以做到冲压生产加工的应用规定,因此会导致产品工件起毛刺、机器设备锈蚀起黄泡、职工过敏等难题。专用型亿达渤润冲压油选用的硫化橡胶动物油和硫化橡胶油酸酯为关键防腐剂配置而成,可适合各种类型机器设备对铜铝、碳素钢不锈钢板、钛金属等材料开展冲压、剪压、拉深等加工工艺。
四、冲裁情况不善
如毛胚(包含正中间制件)与模座或型腔触碰不太好,在定位高度不善的压边冲孔机时,也会因为制件高宽比小于定位高度,在冲裁全过程中制件样子与刀口样子不贴服而造成毛刺。
精密冲压件造成毛刺的缘故有什么?
在精密冲压件生产过程中,有时会发觉五金冲压件有一些尺寸水平不一样的毛刺,对产品品质有的危害。那麼精密冲压件造成毛刺的原因是什么呢?
精密冲压件-
一、伤口钝。
刀口损坏变钝或啃伤均能造成毛刺。危害刀口变钝的要素有:
1、磨具凸、型腔的材料以及金属表面处理情况欠佳,耐磨性能差;
2、冲模构造欠佳,刚度差,导致啃伤;
3、实际操作时不立即润化,损坏快;
4、沒有立即磨锋刃口。
二、间隙。
冲裁间隙过大、过小或不匀称均可造成毛刺。危害间隙过大、过小或不匀称的有以下要素:
1、模具加工偏差,冲模零件加工不符工程图纸、底版平面度不太好等;
2、磨具安装偏差,导向性一部分间隙大、凹凸模安装不一样心等;
3、冲压机精密度差,如冲压机滑轨间隙过大,导轨滑块底边与操作台表层的平面度不太好,或者导轨滑块行程安排与冲压机橱柜台面的平整度不太好,操作台刚度差,在冲裁时造成挠度值,均能造成间隙的转变;
4、安裝偏差,如冲模左右底版表层在安裝时未擦干净或对大中型冲模下模的拧紧方式不善,冲模左右模安裝不一样心(尤其是无定位销模)而造成工作中一部分歪斜;
5、冲模构造不科学,冲模及工作中一部分弯曲刚度不足,冲裁力不平衡等;
6、厚钢板的瓢曲度大,厚钢板高低不平。
三、冲裁情况不善
如毛胚(包含正中间制件)与模座或型腔触碰不太好,在定位高度不善的压边冲孔机时,也会因为制件高宽比小于定位高度,在冲裁全过程中制件样子与刀口样子不贴服而造成毛刺。
四、制件的工艺性能差
样子繁杂有凸起或凹入的斜角均易因损坏过快而造成毛刺。
五、原材料不符合加工工艺要求
原材料薄厚比较严重偏差或用错料(如钢材型号不对)造成相对性间隙不科学而使制件造成毛刺。
以上内容便是有关精密冲压件造成毛刺的缘故,坚信大伙儿早已有的掌握。精密冲压件毛刺一般 是在板材冲裁中造成的,一般来讲是难以防止的。
零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家。
精密冲压件导致毛刺的原因有哪些?
在精密冲压件加工过程中,有时候会发现五金冲压件有一些规格水准不一样的毛刺,对产品质量有的伤害。那么精密冲压件导致毛刺的原因是什么呢?
精密冲压件-
一、创口钝。
伤口毁坏变钝或啃伤均能导致毛刺。伤害伤口变钝的因素有:
1、模具凸、凹模的原材料及其金属表层 解决状况较差,耐磨性差;
2、冲模结构较差,弯曲刚度差,造成 啃伤;
3、操作过程时不马上润滑,毁坏快;
4、没有马上磨锋刃口。
二、间隙。
冲裁间隙过大、过小或不均匀均可导致毛刺。伤害间隙过大、过小或不均匀的有下列因素:
1、模具制造误差,冲模零件加工不符合施工图纸、底板平整度不大好等;
2、模具安裝误差,主导性一部分间隙大、凸凹模安裝不一样心等;
3、冲压机床精度差,如冲压机床导轨间隙过大,直线滑轨底部与工作台表面的平整度不大好,或是直线滑轨日程安排与冲压机床厨房台面的平面度不大好,工作台弯曲刚度差,在冲裁时导致挠度值,均能导致间隙的变化;
4、安装误差,如冲模上下底板表面在安装时未擦干净或对大中小型冲模上模的扭紧方法不当,冲模上下模安裝不一样心(尤其是无卡簧模)而导致工作上一部分倾斜;
5、冲模结构不合理,冲模及工作上一部分弯曲应变不够,冲裁力不平衡等;
6、碳钢板的瓢曲度大,碳钢板凹凸不平。
三、冲裁状况不当
如毛坯(包括中间制件)与模座或凹模碰触不大好,在定位高宽比不当的包边条自动冲孔机时,也会由于制件高度低于定位高宽比,在冲裁整个过程中制件模样与伤口模样不贴服而导致毛刺。
四、制件的使用性能差
模样复杂有突起或凹入的倾斜角均易因毁坏过快而导致毛刺。
五、原料不符制作工艺规定
原料厚薄情况严重误差或用错料(如钢材型号不对)导致相对间隙不合理而使制件导致毛刺。
以上内容就是相关精密冲压件导致毛刺的原因,确信大家早就有的把握。精密冲压件毛刺一般是在板才冲裁中导致的,一般来讲是无法避免的。
广州亿格智能有限公司综合实力雄厚,技术水平高,售后服务。公司勤于市场发展需求,致力于打造钣金件去毛刺设备生产、销售集成式服务,该产品用于打磨,因质量、生产工艺等方面言语,颇受全体欢迎,并且在全国极为好销售,产品种类、型号等可根据客户要求供应。
多年的持续发展,广州亿格智能有限公司的规模不断发展壮大。我司供有的销售和售后团队的服务,已在全体中取得用户广泛的支持。公司注重产品质量,以及提供细致的服务,对于公司售出的钣金件去毛刺设备,公司不仅会在双方协商的时间内准时发货,并且还提供免费产品信息咨询的售后服务。
广东亿达智能装备有限公司的发展离不开社会各界的关心与支持。回顾过去,展望未来,广州亿格智能有限公司将不断努力为全体提供好的钣金件去毛刺设备。公司实施可靠化、集约化的经营策略,发挥公司各方面的优势,专注发展机械五金产业。凭借多年经验,整合有效的解决方案,终提升客户价值,实现双赢。我们愿与您携手合作,共创美好明天。欢迎各界朋友莅临指导!地址增城区新塘镇荔新十二路96号11栋112号。
您的需求就是的追求,静候您来电咨询压铸件去毛刺厂家,钣金去毛刺设备厂家,零件去毛刺,钣金件去毛刺设备相关信息
温馨提示: 以上是关于零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家的详细介绍, 产品由广州亿格智能装备有限公司为您提供,如果您对广州亿格智能装备有限公司产品信息感兴趣可以联系供应商 或者让供应商 广州亿格智能装备有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家 相关产品信息:
- 康雅德气泵 永磁压缩机 螺杆空压机 煤改气锅炉 江苏众众防爆加热器 垃圾中转站喷雾除臭设备 智能雾化除臭设备 微雾除臭主机 轴封电加热器 风管角码 通风垫 镀白拉爆 鱼鳞拉爆 沈阳生物质锅炉 节能气压泵 喷雾抑尘装置 鱼眼垫厂家 卡尔特气泵 节能空压机 节能压缩机
- 零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家 相关热搜产品信息:
- 淘金船 选铁船 桩管用冷拔丝 毛刷 燃烧机 三倍频发生 广州万通风机 建筑工程水泥螺旋机 仪表 绝缘 风管安装 万用表 旱地选矿设备 粮储通风设备 不锈钢风口 抽沙船 万通风机 热管、热管换热器、余热锅炉、换热器 机器人烙铁头 挖沙船
本行业精品推荐









最新资讯

该公司其它产品
同类产品推荐
- 爱森斯康雅德螺杆空压机有限公司维修保养售
- 好的煤锅炉改燃汽锅炉批售-辽宁煤改气锅炉
- 镇江低速车PTC加热器厂家,新品低速车P
- 报价合理的喷雾除臭设备系统供销-喷雾除臭
- 垃圾站喷雾除臭消毒系统-广州贝克喷雾净化
- 质量良好的国标膨胀螺栓,腾轩紧固件倾力推
- 镇江裕太,专业的轴封电加热器提供商,批售
- 重庆垃圾站喷雾除臭设备-广州贝克喷雾净化
- 现货供应风管角码镀彩防滑垫通风垫腾轩紧固
- 智能的喷雾除臭设备|广州哪里有卖耐用的喷
- 社区垃圾站喷雾除臭消毒系统-广州贝克喷雾
- 厂家直供镀彩镀白拉爆内爆连体拉爆鱼鳞拉爆
- 中小型垃圾站喷雾除臭设备-广州贝克喷雾净
- 专业的生物质锅炉供应商-李氏锅炉厂
- 艾能康雅德螺杆空压机有限公司维修保养售后
- 批发喷雾抑尘装置喷雾除尘设备|贝克喷雾喷
- 现货供应通风配件法兰角码电缆垫鱼眼垫厂家
- 卡尔特康雅德螺杆空压机涌现公司维修保养售
- 阿格斯特康雅德螺杆空压机有限公司维修保养
- 天河区垃圾站喷雾除臭设备-广州贝克喷雾净
- 垃圾站喷雾除臭消毒品牌-广州贝克喷雾净化
- 艾高康雅德螺杆空压机有限公司维修保养售后

- 零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家相关区域产品:
- 零件去毛刺-压铸件去毛刺厂家-钣金去毛刺设备厂家相关区域厂家: